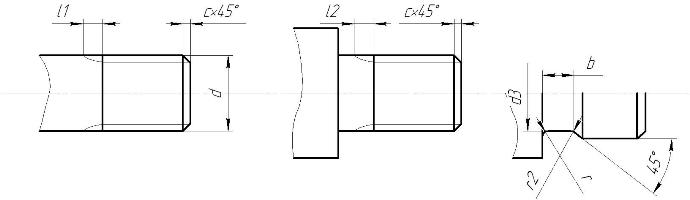
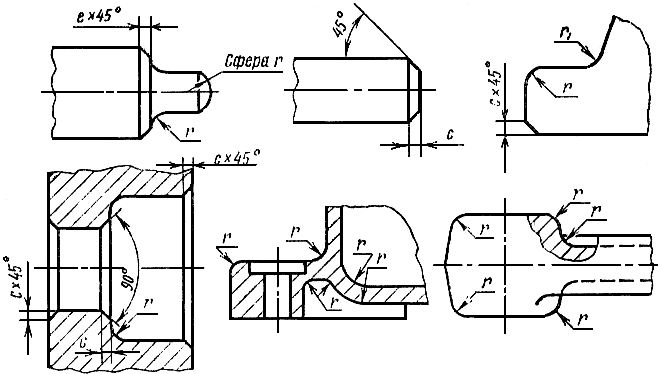
Допуск на фаску, Допуски изделий и средства измерений - Стр 6

Допуски профиля продольного сечения наружной цилиндрической поверхности диаметром. Параметр недоступен, если выбранный метод не поддерживает диапазон допусков. Меньшие находятся в диапазоне 2,3…2,7 мм. Автонанесение размеров в чертеже. Поля допусков для посадок смещены в область точных квалитетов с 4-го по й.
В данном диалоговом окне можно задать точность и допуск для размеров отверстий, фасок и сгибов. Вкладка "Управление" панель "Стили и стандарты" "Редактор стилей". В диалоговом окне "Редактор стилей и стандартов" щелкните и раскройте в обозревателе группу "Размерный стиль". В диалоговом окне "Размерный стиль" перейдите на вкладку "Размеры и выноски" и нажмите "Точность и допуск".
Параметры примечаний и обозначений зависят от типа, выбранного на вкладке "Единицы" диалогового окна "Размерный стиль". Точность параметра задается в соответствии с настройкой точности, определенной на вкладке "Единицы" активного размерного стиля. Выбранные отдельные параметры недоступны в столбце "Точность".
Снять флажок, чтобы редактировать отдельные параметры точности. Не влияет на параметры в столбце "Допуски". Используются сведения о формате и допуске из модели. Если флажок установлен, отдельные значения допусков в столбцах "Допуски" недоступны, за исключением допусков для параметров "Глубина зенковки" и "Диаметр отверстия под резьбу". В моделировании деталей если для параметра отверстия заданы предельные размеры, диалоговые окна "Допуски" и "Точность" не используются.
Точность отображаемого параметра отражается в настройке моделирования детали. Отображение всех строк параметров отверстия, независимо от выбранного типа отверстия или резьбы. Переопределение стандартной настройки, отображающей только параметры, связанные с выбранным типом отверстия или резьбы.

Первичная - задает точность для диаметра отверстия. Щелкнуть на стрелке и выбрать из списка настройку точности. Параметр недоступен при установленном флажке "Использовать общую точность".
Альтернативная - задает точность для диаметра отверстия в альтернативных единицах. Если параметр "Линейный формат" на вкладке "Единицы" размерного стиля установлен как "Дробный", настройки точности показываются в виде дробей.
Формат также представлен в параметрах "Допуски". Задание значений допусков для выбранного типа отверстий. Чтобы задать значения точности и допуска, установите флажок рядом с символом параметра отверстия.
Верхний — устанавливается величина верхнего отклонения. Введите значение верхнего отклонения. Нижний — устанавливается величина нижнего отклонения.
Ввести значение нижнего отклонения со знаком минус. Параметр недоступен, если выбранный метод не поддерживает диапазон допусков.

Конструкция и основные размеры деталей для оправок типа II. Конструкция и основные размеры тяги должны соответствовать указанным на черт. Конструкция и основные размеры корпуса должны соответствовать указанным на черт. Допуски круглости профиля продольного сечения конусов - по 2-й степени точности ГОСТ Допуск радиального биения поверхности метрического конуса относительно поверхности конуса Морзе - по 2-й степени точности ГОСТ Конструкция и основные размеры цанги должны соответствовать указанным на черт.
Конструкция и основные размеры деталей для оправок типа III. Конструкция и основные размеры должны соответствовать указанным на черт. Допуск круглости наружной конической поверхности - по 2-й степени точности ГОСТ Допуск профиля продольного сечения наружной конической поверхности - по 2-й степени точности ГОСТ Покрытие - Хим.
Предельные отклонения угла конуса при вершине конической поверхности, а также предельные отклонения форм и расположения поверхностей проверять до прорезки перемычек. Конструкция и размеры вала должны соответствовать указанным на черт.
Допуск соосности наружного диаметра относительно базового отверстия. Допуск радиального биения наружной поверхности относительно оси базового отверстия. Допуск полного торцового биения относительно оси базового отверстия. Под достигаемой точностью обработки заготовки понимается наиболее вероятный результат, получаемый на станках токарно-винторезных и токарных по ГОСТ , круглошлифовальных по ГОСТ повышенной и высокой точности.
Организациям Рекламодателям Оферта. Вход Google Вход Яндекс. Введите код из SMS. Тарифы Подписка на тарифы временно недоступна. ГОСТ Оправки с разрезными цангами для точных работ. Основные параметры и размеры. Приобретите подписку на 1 месяц за руб. Скачать документ Скачать в формате. Закладки Функция доступна в рамках платных тарифов. Поделиться ссылкой Функция доступна в рамках платных тарифов. Добавление в избранное Функция доступна в рамках платных тарифов.
Mandrels with split collets for precision machining. Basic parameters and dimensions МКС ИУС , 1. Тип I. Пример условного обозначения оправки типа I, диаметром. Пример условного обозначения оправки типа II, диаметром. Пример условного обозначения оправки типа III, диаметром.
Неуказанные предельные отклонения: h14,. Допуски круглости поверхностей наружной цилиндрической диаметром. Допуски профиля продольного сечения поверхностей наружной цилиндрической диаметром.
Допуск радиального биения наружной цилиндрической поверхности диаметром. Неуказанные предельные отклонения: H14, h14,. Неуказанные предельные отклонения размеров: H14, h14,.
Допуски круглости наружной цилиндрической поверхности диаметром. Допуски профиля продольного сечения наружной цилиндрической поверхности диаметром. Неуказанные предельные отклонения размеров: h14,. Допуск радиального биения поверхности отверстия диаметром. Теги документа гост оправки гост станки металлорежущие.
Обозначение НТД, на который дана ссылка. Номер пункта, приложения. ГОСТ 9.